
TECHNICAL INTRODUCTION
Contrast
- Categories:TECHNICAL
- Time of issue:2018-11-14 00:00:00
- Views:0
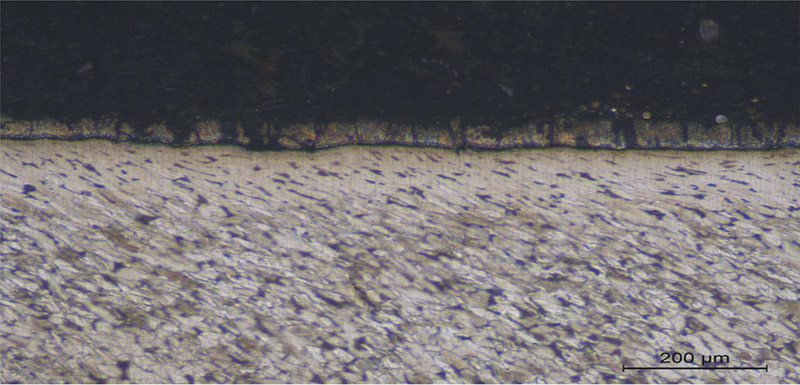
 Dacromet metallographic figure
Dacromet metallographic figure
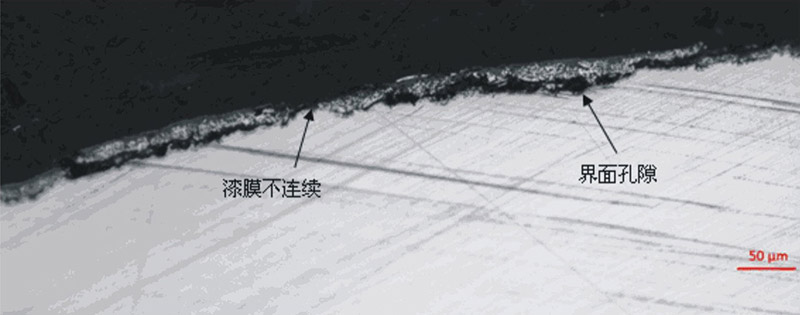 Electrostatic spraying metallographic figure
Electrostatic spraying metallographic figure
 Zinc impregnation metallographic figure
Zinc impregnation metallographic figure
 Zinc-nickel infiltration layer metallographic figure
Zinc-nickel infiltration layer metallographic figure
Comprehensive Comparison of Various Surface Treatment Technologies
|
Comparative Item |
Cold Galvanizing |
Hot-Dip Galvanizing |
Dacromet |
Powder Zinc Impregnation |
Zinc-aluminum Multi-Component Thermochemical Treatment |
Zinc-nickel Infiltration Layer |
|
Acid Pickling |
Yes |
Yes |
No |
Yes |
No |
No |
|
Hydrogen Embrittlement |
Yes |
Yes |
No |
No |
No |
No |
|
Neutral Salt Spray Test(h) |
≤100 |
≤480 |
≥1000 |
≥240 |
≥500 |
Maximum6000 |
|
Sulfur Dioxide Resistance |
difference |
difference |
difference |
difference |
difference |
Good |
|
Adhesive Force |
Better |
Better |
Difference |
Better |
Better |
Good |
|
Hardness(HV) |
180-200 |
70-80 |
2H |
>250 |
>250 |
200-500 |
|
Wear Resistance |
Poorer |
Better |
Difference |
Better |
Good |
Good |
|
Appearance Homogeneity |
Good |
Difference |
Good |
Better |
Good |
Good |
|
Cooperation Influence |
Less |
Gig |
Less |
Less |
Less |
Less |
NOTE: Vary depending on the material and heat treatment process.
Elastic strip surface residual stress
|
|
0 ° direction residual stress(MPa) |
90°direction residual stress(MPa) |
|
Before zinc-nickel infiltration layer |
-49.5±4.6 |
-69.0±4.3 |
|
-114.5±30.9 |
-81.1±27.4 |
|
|
-70.0±23.0 |
-63.0±18.0 |
|
|
After zinc-nickel infiltration layer |
-282.6±4.6 |
-329.8±8.5 |
|
-195.8±7.4 |
-299.8±6.4 |
|
|
-340.0±15.5 |
-294.3±19.8 |
Comparison of zinc-nickel infiltration layer and Dacromet fatigue life (wind power bolt)
Hardness after zinc-nickel infiltration layer of different materials and heat treatment states
|
Hot-rolled low carbon steel (Q235) – diffusion layer hardness is slightly higher than substrate hardness |
|
Product |
Sample No. |
Diffusion Layer |
Average |
Matrix |
Average |
|
HV0.025 |
HRB |
||||
|
Gauge Apron |
1 |
200 208 189 |
199 |
65.5 65.0 66.0 |
66.0(130HV) |
|
2 |
198 232 215 |
215 |
67.0 65.5 65.0 |
66.0(130HV) |
|
|
3 |
232 203 232 |
222 |
70.5 69.5 66.5 |
69.0(135HV) |
|
|
4 |
196 189 173 |
186 |
67.0 67.5 70.0 |
68.0(135HV) |
|
|
Screw Spike |
1-1 |
271 283 247 |
267 |
82.0 81.5 82.0 |
82.0(170HV) |
|
1-2 |
251 232 241 |
241 |
80.0 80.0 79.0 |
79.5(165HV) |
|
|
2-1 |
226 215 221 |
221 |
82.5 81.5 82.0 |
82.0(170HV) |
|
|
2-2 |
208 215 205 |
209 |
80.0 81.0 79.0 |
80.0(165HV) |
|
Hot-rolled Mmedium carbon steel (45 steel) and non-quenched and tempered cast iron – diffusion layer hardness is slightly higher than the substrate hardness
|
Product |
Diffusion Layer |
Average |
Matrix |
Average |
|
HV0.1 |
||||
|
45 Steel |
351 374 353 351 356 |
357 |
276 274 271 270 276 |
273 |
|
QT400-15 |
325 325 321 320 327 |
324 |
232 238 230 235 238 |
235 |
Quenching - carbon alloy steel in tempering - diffusion layer hardness is slightly lower than substrate hardness
|
Product |
Diffusion Layer |
Average |
Matrix |
Average |
|
HV0.1 |
||||
|
Ⅱ-type elastic strip(60Si2CrA) |
433 429 436 414 429 |
428(44.0HRC) |
468 460 468 464 456 |
463(46.5HRC) |
|
Wind power bolt(42CrMoA) |
338 328 331 346 344 |
337(36.5HRC) |
375 352 378 346 357 |
362(39.0HRC) |
|
321 311 326 326 314 |
320(35.0HRC) |
358 354 344 346 354 |
351(38.0HRC) |
|
|
366 346 352 375 362 |
360(39.0HRC) |
358 357 360 366 378 |
364(39.5HRC) |
|
Scan the QR code to read on your phone
- CONSULT
- TEL 86-23-67787593
- BACK
Service hotline:
Fax:023-67787596
Web:www.cqdayou.com
E_mail:cqdayou@cqdayou.com
Add:66 Sendi Avenue, Xipeng Town, Jiulongpo District, Chongqing

Copyright © 2020 Chongqing Dayou Surface Technology Co., Ltd. All Right Reserved 渝ICP备16005686号
Copyright © 2020 Chongqing Dayou Surface Technology Co., Ltd.
渝ICP备16005686号